Abstract After GC was introduced by James and Martin in 1952, GC was well established within the petrochemical industry already in 1956 (Ref 1). Since then part of the GC has evolved from the laboratory into the process environment. Analytical techniques and in particular GCs are used in process plants to determine product quality & yield and GC is used as a guarding technique to protect essential process operations. Such as the protection of catalyst in a reactor against contaminants.
Speed
Industrial processes are operated by process control systems which is based on the measurement of physical properties and composition of the product. The composition of the product is mainly determined in the laboratory. Laboratory analyses are done within hours and, since such measurement takes a relatively long time it can have a negative impact on the process plant’s throughput and product quality (an upset condition at the front may results in an off-spec condition at the output when not quickly corrected). Therefore fast analyses are required. Some of these analyses are performed on-line in the plant at different critical points in the process. This will speed up the measurement and the operation of the plant, resulting in a better control of product specification. Installing on-line analytical instruments will also minimize the errors that are introduced when taking manual samples.
Eventually on-line process analyses will result in the increase in the plant’s product yield and in the return on investment of the analytical system. It is not a matter of how much an on-line analytical system cost but how much money the implementation of an on-line process analyses can make, by the product quality and yield improvement!
LevelBasic
Although the on-line analyses is an improvement for process analyses it can be improved even more. Micro Gas Chromatography (µGC) is an interesting development that could be used for such an improvement. The main reason for this assumption is first speed. µGCs are fast due to the use of narrow and medium-bore columns. As mentioned in (1) it was predicted during the first symposium on vapour-phase chromatography by A.J.P. Martin in 1956 that micro-columns would be needed for GC analyses. These are state of the art technique nowadays for GC and particularly in µGC analyses. Second size and separation power of µGCs allows it to be used for fast analysis and integration in a process plant. Moreover, for a number of practical reasons it is an advantage to miniaturize the equipment for process analysis. Those practical advantages are:
- close mounting to the sample take-off point
- lower amounts of sample gas needed
- lower transfer times of the samples
- shorter delay times for analyser results
- low energy and utility consumptions
- easier explosion proof (ATEX, CSA) integration
- increased reliability (24/7) operation
- increased precision and accuracy
Apart from the practical aspects of µGC technology this chapter will focus on the theoretical aspects of µGC technology and in particular Micro Process Gas Chromatography (µPGC).
Often the focus is only on the analyses itself while 90% of failures with process analyses occurs in the sample handling and treatment. When fast analyses are introduced the speed of sample handling should be adjusted accordingly. On-line process analyses requires a number of essential steps to make it successful. It covers the steps from the process sample take off to the transfer of the results to the process control system, which, in its turn operates the plant to the correct sample quality and yield.
The steps from process sample to process control are:
- The sample take-off from the process pipe/vessel
- The sample pre-conditioning
- The sample transport
- The sample conditioning and handling including calibration
- The sample analysis
- The sample data processing, and finally
- The feedback of the results to the process control system
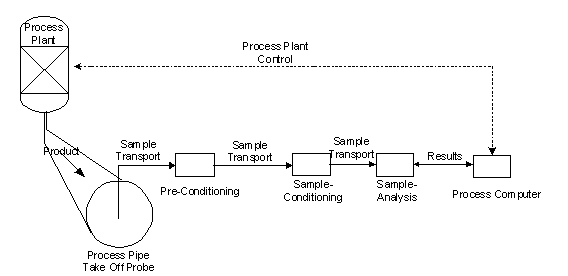 Figure 1: the steps from process sample to process control
Figure 1: the steps from process sample to process control
As mentioned in the introduction manual samples are taken from the process for laboratory analyses. Generally these sample are taken by the operators of the plant. The operator fills a sample bottle with the product and brings it to the lab for further analysis. In some cases the samples are taken semi-automatic. Like a sample bombe with a piston assembly, to control the sample pressure in the bottle, is automatically filled using a process valve. These procedures introduce errors in the sample, e.g.:
- The sample may be exposed to air with the consequence of oxidation and humidification of the sample.
- In case of a sample in the liquid phase a gas phase may arise when the pressure drops.
- In case of a sample in the gas phase a liquid phase may arise when the temperature drops.
- Especially in the last two examples, impurities may drop out and the sample composition may end up different from the actual sample.
- Sample flush times may differ from person to person with the risk of differences in sample composition due to insufficient flushing.
On-line analyses uses automatic sample handling. This excludes the human error and samples are taken under repeatable circumstances. Still errors may occur with the sample handling when strict rules are not followed. The design of the sample handling will be of influence to the sample transport time (lag time) and eventually the total analyses time, which, is the sum of the sample transport and analyses time. The automation of the process analyses will eventually result in cost reduction and yield improvement of production plants due to better control of sample handling and analyses. One of the examples is the extensive cost reduction in a catalyst protection by process analyses. Another example is the automated analyses of important gas transport lines where toxic components and energy transfer is monitored and reported. Below figure displays the process and instrumentation diagram (P&ID) of a process analyses system. It displays the essential components for process analysis in detail.

Figure 2: from process sample to process control, the P&ID (Click to enlarge)
The essential steps in process analyses start at the sample take-off point. For this purpose a sample take-off probe is used and mounted to the process pipe to draw a representative sample from the process on 20%-80% in the cross section of the pipe.
Then the pressure and temperature are conditioned in the pre-conditioning system as close as possible to the take off point. This is done at the take-off point in order to get a representative sample, to avoid the use of high pressure sample lines and to make the system faster. Next the sample is transported to the sample handling and conditioning system by heated and/or insulated sample lines. This to avoid condensation and freezing of the sample in the lines. Also heating will minimize wall adsorption effects of low sample component quantities. In some cases the sample line wall is in addition treated and coated for this purpose.
The functions of a sample handling and conditioning system are (2):
- to condition the sample so it is compatible with the analyser and its application. The sample conditioning includes operations as flushing, cleaning, condensing, pressure and temperature adjusting. for stream switching, so the analyser can be used on more than one stream.
- to provide for proper introduction of a calibration standard.
- to transport the sample from the analyser to the desired point of rejection. Included are venting arrangements, waste disposal systems, and methods for returning the sample to the process where necessary, without adversely affecting analyser operation.
All materials used are chosen with minimum effects from corrosion, adsorption or reaction with the sample.
The analytical equipment forms the heart of the system. More than the laboratory analyses, process analyses focuses on speed and reliability. The analyser must run unattended and continuous without intervention of the operator. When the results indicate an off-set condition of the particular process, the operator must be able to rely on the trueness of the results. In the impurity detection of a catalyst, a false zero indication is an even worse scenario and can result in a life threatening situation. A good example is the explosion that happened in an Air Separation Unit (ASU) at Shell’s Gas To Liquid (GTL) process in Bintulu on December 1997. Detailed investigations revealed that the explosion was not caused by any part of the plant itself, but by smoke particles from local forest fires building up in the liquefied oxygen in the ASU. Fast (process) analyses of the hydrocarbons in the oxygen could have detected the threatening situation and prevented the accident.
Therefore tools must be available on the analytical equipment to confirm the correctness of the measurement. Statistical control carts are used to monitor the performance of the analytical equipment over time. Instead of calibrating the instrument on time base it is subjected to a control sample tested against warning and control limits for decision of corrective action.
From the large number of analytical techniques available for process analyses some methods used for online process analyses can be listed as follows:
- Chromatography
a. Micro Gas Chromatography - Laser-) Spectroscopy
c. Photo-(acoustic laser) spectroscopy
d. Cavity ring down spectroscopy - Mass-spectrometry
a. Ion mobility spectroscopy
b. Field Asymmetric Ion Mobility Spectrometry
Finally results are transferred to the process control system using a standard industrial communications protocol like ModbusTM or FieldbusTM. Reason for such standard is the diversity in instrumentation used in a plant. In general the protocols must be able to accurately transfer the data and inform the operator about the condition of the instrument. Generally analytical instruments are equipped with redundant communications outputs to ensure data pass to the control system in case one of the outputs fail or one of the communication routes are blocked.
The result transfer may also include the tools for a process operator to start for example a so called benchmark analysis to confirm the correctness of the measurement of the analytical equipment.